全国销售服务热线:15703170555






钢管外观检查
⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回.验收合格的方可用于施工。
⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废。
管件除锈
⑴首先用抓管机将需要进行防腐的钢管倒运至作业线的上管平台,采用火焰加热器装置对钢管的外表面进行预热处理,驱除钢管表面的潮气、油污、杂质等,加热温度控制在40℃~60℃,以利于提高钢管表面的除锈质量.
⑵钢管均采用PW—380钢管抛丸除锈机进行除锈,在钢管进入抛丸室前,用橡胶垫或厚海绵制成的管口堵头堵在钢管管口的两端(如钢管自带管堵使用其自带的管堵封堵),避免钢管在除锈过程中,抛丸室内的钢丸飞入管口内,减少钢丸的损失,同时保证了钢管在除锈时钢丸的用量,经抛丸除锈后的钢管表面应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-1988规定的Sa2。5级,表面的锚纹深度应按环氧粉末生产厂家提供的说明书执行.
⑶表面预处理完后,所有的铁锈、油污、氧化皮等应清除干净。
⑷逐根对钢管外表面进行检查,对可能导致涂层漏点的表面缺陷,采用合适的方法进行打磨,且打磨后的壁厚不应小于规定值。对存在疵点的钢管应剔除或予以修理。
⑸对除锈质量不合格的钢管,应及时下线,清除管内抛物,然后返回生产线重新除锈。
钢管表面微尘处理
⑴钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理.钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作.
⑵定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。
⑶启动微尘装置后,应经常检查引风机的工作情况。
⑷除尘电极应按期保养,确保正常工作。
⑸进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。
钢管预热
⑴经微尘处理后的钢管,在进行环氧粉末涂敷前,应先进行预热处理,采用KGPS—750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但最高不得超过275℃。
⑵检查中频循环水池水位,确保水量至少在2。5~3立方。启动中频循环水泵,检查循环水所有管路是否漏水,只有在确定循环水管路一切正常情况下,方可开始启动中频装置机。
⑶根据不同管径钢管的送进速度及预定加热温度,用实验管在作业线上调整确定生产是中频加热的输出功率值。
⑷使用先进的测温仪器来测量钢管预热时的温度,提高测量的准确度,以保证钢管进行粉末涂敷时,钢管预热温度在粉末涂料生产厂家推荐的范围内。
⑸进行防腐生产时,每小时至少测量记录一次,确定粉末涂敷时钢管的预热温度。
环氧粉末滚涂或喷涂
由于热滚涂与热喷涂工艺差别较大,这里不做详细叙述。
胶粘剂涂覆与聚乙烯带缠绕
⑴ 胶粘剂的涂覆必须在环氧粉末胶化过程中进行.
⑵ 采用侧向缠绕工艺时,应确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辊压密实,并防止压伤聚乙烯层表面。
循环水冷却
钢管防腐层制作结束后,应及时进行冷却固定成型,可采用循环水浇涂室对防腐完的钢管进行防腐层表层的冷却,冷却采取逐段分次方式.
⑴生产前,先启动浇涂室的循环水泵电机。
⑵调整冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击,影响涂层的外观成形质量.
⑶在钢管进入浇涂室第一组传动轮前,先用第一道冷却水进行冷却。这样钢管表层刚防腐上的涂层在滚动到第一组胶轮上,防腐层不会破坏,保持完好。
⑷根据管径的大小及环境温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不高于60℃,并确保熔结环氧涂层固化完全。
⑸涂层的外观应平整、色泽均匀、无气泡、开裂及缩孔,允许有轻度桔皮状花纹,涂层厚度应达到设计要求。
⑹每连续生产批至少应检查第1、5、10根钢管的防腐层厚度,之后每10根至少抽检一根.
⑺若业主有要求,应按业主要求执行.

切割留头
钢管的防腐层经冷却水冷却后,按规定管端预留长度为100—120mm的要求,
修磨管端留头
⑴ 聚乙烯层端面应形成不大于30度的倒角,聚乙烯层端部外可保留不超过20mm的环氧粉末涂层.应防止防腐管端部防腐层剥离或翘起。
⑵ 管端留头采用电动钢丝刷进行管端留头处理,操作时按2~3次分段进行,以达到标准规定要求.
⑶ 用于修磨管端留头防腐层倒角的钢丝刷,工作面应平整,无凸凹。

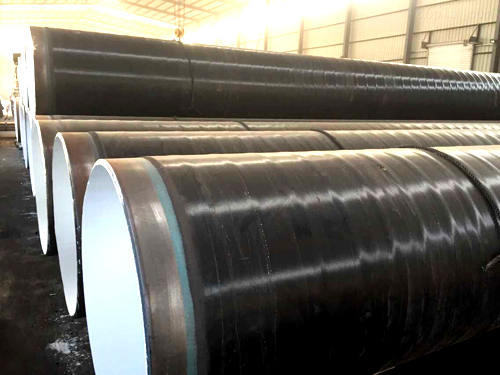
3PE防腐层适用于复杂地形、腐蚀严重的管线保护,在油田建设中,3PE防腐管以其高度的耐化学腐蚀特性、绝佳的机械保护特性、使用寿命长等优点目前已在国内油田输油、输水、输气工程的应用中占据主导地位。为了满足油田需要,同时扩大我厂防腐产品的预制范围,在原有泡夹管生产线的基础上,设计制造了一条集3PE防腐管、2PE防腐管、保温泡夹管兼容生产线,实现了φ219以下整体包覆式3PE防腐管的生产。通过反复试验,已经试生产3PE防腐管近1km,经检测,产品质量基本符合设计要求。现将3PE防腐管的结构、工艺流程介绍如下,以供参考。
1、聚乙烯3PE防腐管结构埋地钢质管道三层PE防腐层的结构如图1。(1)底层:熔结环氧粉末, 厚度≥120μm;(2)中间层:共聚物胶粘剂,厚度≥170μm;(3)外层:高密度聚乙烯, 厚度1.8~3.7μm;3PE防腐层通常采用液体环氧或熔结环氧粉末作底漆,我厂采用熔结环氧粉末作底漆。环氧粉末通过静电直接涂敷在钢管表面, 其作用是与共聚物胶粘剂形成化学粘接, 具有优秀的耐腐蚀和抗阴极剥离的性能。中间层为共聚物胶粘剂, 起到与底层环氧粉末和外层聚乙烯防护层粘接的作用,它与环氧粉末底层有极好的化学粘合力, 能够抵抗土壤运动、温度变化引起的剪切力。外层为高密度聚乙烯防护层,具有优良的抗潮气性能,可以保护环氧粉末底层及胶粘剂层。这样组成的三层结构具有耐化学腐蚀和良好的抗冲击性能。
钢管外观检查
⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回.验收合格的方可用于施工。
⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废。
管件除锈
⑴首先用抓管机将需要进行防腐的钢管倒运至作业线的上管平台,采用火焰加热器装置对钢管的外表面进行预热处理,驱除钢管表面的潮气、油污、杂质等,加热温度控制在40℃~60℃,以利于提高钢管表面的除锈质量.
⑵钢管均采用PW—380钢管抛丸除锈机进行除锈,在钢管进入抛丸室前,用橡胶垫或厚海绵制成的管口堵头堵在钢管管口的两端(如钢管自带管堵使用其自带的管堵封堵),避免钢管在除锈过程中,抛丸室内的钢丸飞入管口内,减少钢丸的损失,同时保证了钢管在除锈时钢丸的用量,经抛丸除锈后的钢管表面应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-1988规定的Sa2。5级,表面的锚纹深度应按环氧粉末生产厂家提供的说明书执行.
⑶表面预处理完后,所有的铁锈、油污、氧化皮等应清除干净。
⑷逐根对钢管外表面进行检查,对可能导致涂层漏点的表面缺陷,采用合适的方法进行打磨,且打磨后的壁厚不应小于规定值。对存在疵点的钢管应剔除或予以修理。
⑸对除锈质量不合格的钢管,应及时下线,清除管内抛物,然后返回生产线重新除锈。
钢管表面微尘处理
⑴钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理.钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作.
⑵定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。
⑶启动微尘装置后,应经常检查引风机的工作情况。
⑷除尘电极应按期保养,确保正常工作。
⑸进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。
钢管预热
⑴经微尘处理后的钢管,在进行环氧粉末涂敷前,应先进行预热处理,采用KGPS—750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但最高不得超过275℃。
⑵检查中频循环水池水位,确保水量至少在2。5~3立方。启动中频循环水泵,检查循环水所有管路是否漏水,只有在确定循环水管路一切正常情况下,方可开始启动中频装置机。
⑶根据不同管径钢管的送进速度及预定加热温度,用实验管在作业线上调整确定生产是中频加热的输出功率值。
⑷使用先进的测温仪器来测量钢管预热时的温度,提高测量的准确度,以保证钢管进行粉末涂敷时,钢管预热温度在粉末涂料生产厂家推荐的范围内。
⑸进行防腐生产时,每小时至少测量记录一次,确定粉末涂敷时钢管的预热温度。
环氧粉末滚涂或喷涂
由于热滚涂与热喷涂工艺差别较大,这里不做详细叙述。
胶粘剂涂覆与聚乙烯带缠绕
⑴ 胶粘剂的涂覆必须在环氧粉末胶化过程中进行.
⑵ 采用侧向缠绕工艺时,应确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辊压密实,并防止压伤聚乙烯层表面。
循环水冷却
钢管防腐层制作结束后,应及时进行冷却固定成型,可采用循环水浇涂室对防腐完的钢管进行防腐层表层的冷却,冷却采取逐段分次方式.
⑴生产前,先启动浇涂室的循环水泵电机。
⑵调整冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击,影响涂层的外观成形质量.
⑶在钢管进入浇涂室第一组传动轮前,先用第一道冷却水进行冷却。这样钢管表层刚防腐上的涂层在滚动到第一组胶轮上,防腐层不会破坏,保持完好。
⑷根据管径的大小及环境温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不高于60℃,并确保熔结环氧涂层固化完全。
⑸涂层的外观应平整、色泽均匀、无气泡、开裂及缩孔,允许有轻度桔皮状花纹,涂层厚度应达到设计要求。
⑹每连续生产批至少应检查第1、5、10根钢管的防腐层厚度,之后每10根至少抽检一根.
⑺若业主有要求,应按业主要求执行.
切割留头
钢管的防腐层经冷却水冷却后,按规定管端预留长度为100—120mm的要求,
修磨管端留头
⑴ 聚乙烯层端面应形成不大于30度的倒角,聚乙烯层端部外可保留不超过20mm的环氧粉末涂层.应防止防腐管端部防腐层剥离或翘起。
⑵ 管端留头采用电动钢丝刷进行管端留头处理,操作时按2~3次分段进行,以达到标准规定要求.
⑶ 用于修磨管端留头防腐层倒角的钢丝刷,工作面应平整,无凸凹。
我们的客户
Q:你们在外省有经销或代理吗?我们要怎么订货?
A:不好意思,目前我们在外省暂无经销或代理商,如果您要订货,可与我们厂家直接联系,订货热线:15703170555;
Q:我们在当地看不到你们的样品,怎么让我们相信你们?
A:我们的产品已畅销全国各地,客户可向销售客服查询当地用过我们产品的客户;另外您也可以先订样品再决定是否合作做大货;
Q:你们有什么优势?
A:我们是专业生产防腐保温管道的厂家,十分注重产品的细节与结构,并依托强大的产品研发实力,不断创新和努力,致力于为客户提供更优质的产品和更优良的服务。在防腐保温钢管项目服务过的品牌有:中航油,中石油,大唐,贵州龙洞堡机场,西气东输,南水北调,江苏二建,山西矿业等。
Q:你们的付款方式是怎么样的?你们如何保证我们付款后能及时发货?
A:双方签订正式合同后,预付总货款的30%下单生产,余款出货前付清。当然,货做好后我们会及时通知客户验货,如果客户不方便验货的,我们可采用拍照方式与客户确认,也可以由客户指定物流托运,我们厂家将货送到货运站经确认无误后再付余款;
Q:你们的订货合同是怎么样的?如何签?
A:客户可联系销售提供《订货合同》范本,我们的合同一般通过传真的形式,当然也可以通过快递的形式。
最近发货区域
材质分类
关于执行新《广告法》的声明STATEMENT OF THE NEW ADVERTISING LAW
关于产品宣传,由于新广告法规定不得采用夸大宣传,故本店已针对在售产品的广告宣传完成排查整改,若页面涉及的个别字眼或用词未能及时全部排查。
本店在此郑重声明:
所有页面上的禁用词与功能性用词全部作废无效!
关于此类问题发生的纠纷不作为赔偿理由,本店不接受和妥协,以任何形式的打假名义进行网络诈骗,请为真正的消费者让路。
本店欢迎广大消费者监督和参与并指出现存的页面问题,我们将及时改进,共创良好的购物环境。
3pe、河北、新闻、直埋、无缝、标准、结构、口径、直缝、案例、涂层、更多、资讯、地区、检测、分类、生产线、方式、聚乙烯、预制、3pe防腐、涂料、腐蚀、市场、厚度、法兰、饮水、三层、输水、聚氨酯保温钢管、弯头、金属、mm、区别、合作、材质、fbe、燃气、普通级、环氧粉末、详细、钢管、防腐、保温、防腐钢管、3pe防腐钢管、螺旋、pe、环氧、生产、厂家、螺旋钢管、设备、企业、工程、聚氨酯、价格、沥青、质量、工艺、tpep、规格、粉末、ipn、树脂、施工、涂塑、环氧煤沥青防腐钢管、材料、加工、性能、行业、乙烯、客户、发生、表面、管件、运输、方法、过程、化学、采用、中国、环氧树脂防腐钢管、输送、涂塑钢管、


 3年保修服务
3年保修服务
 售后7天内解决
售后7天内解决
 长期跟踪质量服务
长期跟踪质量服务
 特殊型号订购
特殊型号订购
 全国配送
全国配送